
Тойтару процесі жоғары дәлдікті қажет етеді, әсіресе кезінде деформацияны бақылаутойтару процесітойтару процесінің кілті болып табылады.

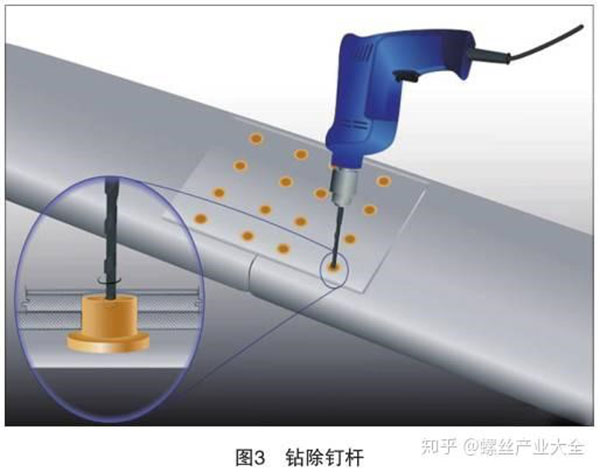
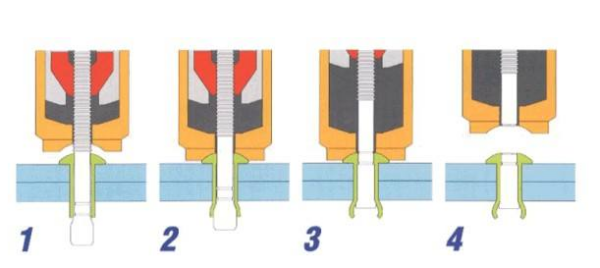
Тойтармалау процесі еркін соғу процесіне ұқсас, шын мәнінде бұл сыртқы күштердің әсерінен тойтарма басын қалыптастыру процесі, бұл түйреуіш білігінің биіктігін азайту және диаметрін ұлғайту үшін тойтару қысымын қолдану процесі. тойтарма басын қалыптастыру.
Сыртқы күштердің әсерінен тойтарма пластикалық деформацияға ұшырап, тойтарма өзекшесінің кеңеюіне және қалыңдауына әкеледі.Бұл кеңейту тесікке қысым жасап, оның кеңеюіне әкеледі.Тойтарма басын қалыптастыру процесі тойтару деформациясына және тойтару құрылымының шаршау көрсеткіштеріне айтарлықтай әсер етеді.тойтару аяқталғаннан кейін.
Тойтарма басын тойтару процесінде металл ағынының тенденциясы талданды: егер үстіңгі және төменгі тойтарғыштар қатты денелер болса, тойтару процесі кезінде үстіңгі қалып тойтарма басының дайындамасына F тойтару күшін түсірді, ал үстіңгі бөлік арасында үйкеліс күші f болды. және төменгі штамптар мен тойтарма басы дайындамасының жанасу беті, содан кейін дайындама биіктігі қысқартылады және көлденең қалыңдату тойтармалардың әсерінен раманың қысымы мен үйкеліс күші артады, ал дайындаманың ортаңғы бөлігінің көлемі тезірек өседі. тойтарма басын қалыптастыру процесінде дайындама соңы, Бұл үйкеліс әсері, бел барабан пішінін қалыптастыру.
 Демек, дайындаманың көлденең қимасы металл бөлшектерінің ағынының бағытын көрсету үшін пайдаланылса, ол металл бөлшектерінің көлденең қиманың ортасынан қоршаған аймақтарға радиациялық ағыны болып табылады.Минималды қарсылық заңын металл пластикалық қалыптау кезінде бөлшектердің ағынының үлгісін талдау үшін қолдануға болады.Пластикалық қалыптау кезінде металл бөлшектерінің қозғалуының бірнеше мүмкін бағыттары болған кезде, олар минималды қарсылық бағытына қарай жылжиды.
Демек, дайындаманың көлденең қимасы металл бөлшектерінің ағынының бағытын көрсету үшін пайдаланылса, ол металл бөлшектерінің көлденең қиманың ортасынан қоршаған аймақтарға радиациялық ағыны болып табылады.Минималды қарсылық заңын металл пластикалық қалыптау кезінде бөлшектердің ағынының үлгісін талдау үшін қолдануға болады.Пластикалық қалыптау кезінде металл бөлшектерінің қозғалуының бірнеше мүмкін бағыттары болған кезде, олар минималды қарсылық бағытына қарай жылжиды.
Егер дайындаманың шеткі бетіне әсер ететін үстіңгі штамптың үйкеліс күші f болса, өйткені еркін бетке ағып жатқан түйіспе бетіндегі бөлшектердің үйкеліс кедергісі бөлшектер мен еркін бет арасындағы қашықтыққа пропорционал болса, соғұрлым қысқа еркін шекарадан қашықтығы, соғұрлым кедергі аз болады және металл бөлшектері осы бағытта ағуы керек.
Жіберу уақыты: 12 шілде 2023 ж